deep drawing defects and remedies
Deep drawn low carbon steel. This chart shows surface roughness variation with the number of cycles for each different surface treatment.
Defects In Deep Drawing And Their Remedies
Tearing is one of the most common defects.
. Earing is one of the major t u0002ηij Non-linear part of incremental Green defects observed in the deep drawing process. A number of defects may occur in deep-drawn parts. State of the art.
The CrCN- and TiCN-coated dies did not exceed the critical average roughness in the trial although the CrCN was close after. The following metals are currently used to manufacture products through deep drawing Alloy Aluminum Brass Bronze Cold rolled steel Copper Invar Iron Kovar Molybdenum Nickel Silver Stainless steel Tungsten 19. Knowledge about the ear formation in deep drawing allows a prior modification of the process.
Deep drawing mechanism parameters defects and recent results. 195-211 1981 0020-740381J040195-17502000 Printed in Great Britain. The following is a list of common problems that may be encountered when deep drawing cyclindrical cups.
This is one of the most common deep draw problems. Their occurrence is related to numerous factors such as blank hardness lubrication system quality of the die surface grain size and anisotropy of the drawn material holding down pressure and clearance between the punch and die. State of the art.
Earing is one of the major defects observed during deep drawing process due to anisotropic nature of sheet metal. Deep drawing is a sheet metal forming process in which a sheet metal blank is radially drawn into a forming die by the mechanical action of a punch. WRINKLES Wrinkles - caused due to excessive clearance between the punch and die.
Excessive thinning in areas of the sheet metal is also an unwanted defect. Grain structure should be refined before deep drawing. If this is too small too large or uneven the material can be cracked during drawing.
Author links open overlay panel Anubhav Singh a Shamik Basak a Lin Prakash PS. Prediction of earing defect and deep drawing behavior of commercially pure titanium sheets using CPB06 anisotropy yield theory. Earing is a result of non-uniform flow of material into the die cavity from different anisotropy directions of the sheet.
Defects in Deep Drawing process. This defect is caused by the excessive compressive stresses if the slenderness ratio is higher than a certain value. Many variables affect the failure these.
Fracturing of the metal during the draw process can be caused by several issues although the most common is the clearance between the punch and the die. Defects in deep-drawn cylindrical cups. It does not provide on punch because friction between punch and blank improves draw ability by reduce tensile stress.
Figure 12 shows the type of defects that may be found after drawing cups. Develop defects if the process parameters are not selected properly. The flange of the blank undergoes radial drawing stress and tangential compressive stress during the stamping process which sometimes results in wrinkles.
All three surface treatments improved the galling resistance of the die. Potential causes and remedies are also provided. Deep drawn stainless steel.
- deep drawn stamping parts. Earing is one of the major defects observed in a deep drawing process due to the anisotropic nature of the sheet material. Effect of Surface Treatment.
Up to 10 cash back The workpiece material used in a deep drawing process is anisotropic in nature due to a prior thermomechanical treatment. Defects In Deep Drawing And Their Remedies R Stretch Strains Yield point elongation. The stress in the flange region during the deep drawing process is a combination of radial tensile drawing stress and a tangential compressive stress hoop.
Deep drawing mechanism parameters defects and recent results. 2 71 Over forming is a known solution for springback Splitting tearing is another defect type present in which is based on providing compensation in the the forming of AHSS from necking that starts from. Steel material must be consumed within the strain aging time of material.
The most common defects in deep drawing operations are wrinkling galling orange peeling earing and tearing. Mostly used lubricants in deep drawing process are mineral oils soap solutions and heavy duty emulsions. A Gour Gopal Roy b Maha Nand Jha c Martin Mascarenhas c Sushanta Kumar Panda a.
Defects and Remedies in Stamping of Advanced High Strength Journal of Modern Mechanical Engineering and Technology 2014 Vol. The description of such defects is discussed below. A drawing press can be used for forming sheet metal into different shapes and the finished shape depends on the final position that the blanks are pushed down in.
A major defect which affects the quality of the deep drawn cups is the occurrence of a wavy edge at the top commonly referred to as the earing defect. The following is a brief description of commonly found defects. Shankar Kumar PGWLF1850156 8 9.
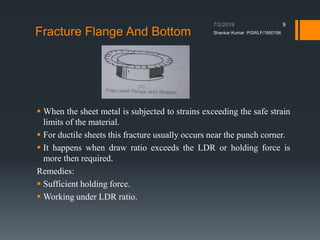
In deep drawing process a sheet metal blank form cylindrical components by process in which central portion of sheet is pressed into die opening to draw the metal into desired shape without folding the corners. Metal fractures very early in the. Reducin g the grain s ize prior t o drawing e ither by heat treatment or by adding grain refining the grains.
Lubrication lowers the forces increases draw ability and reduces defect in the part and wear on the tooling. It is the Lagrange strain tensor component formation of a wavy edge on the top of a drawn cup that dλ Scalar necessitates extensive trimming to produce a uniform ν Poissons ratio top. Scratches Heavy scratches over the drawn cup may appear due to appearance of yield point phenomenon in the material.
The wrinkling defects are a kind of buckling of the undrawn part of the blank. What is the Defects In Deep Drawing Manufacturing. Additional deep drawn metal.
Failure of sheet metal parts during deep drawing processes usually takes place in the form of wrinkling or tearing. One of the primary defects that occurs in deep drawing operations is the wrinkling of sheet metal material generally in the wall or flange of the part. Defects in Deep-Drawn Parts.
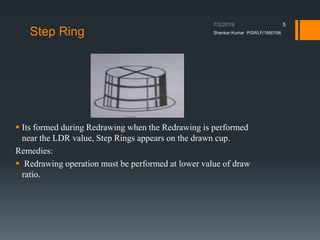
Therefore it is important to optimize the process parameters to avoid defects in the parts and to minimize production cost. Shankar Kumar PGWLF1850156 7 8. Defects that occur during deep drawing of sheet metal can be controlled by careful regulation of process factors.
Mechanical and Industrial Engineering Department Applied Science University.